Currency
|
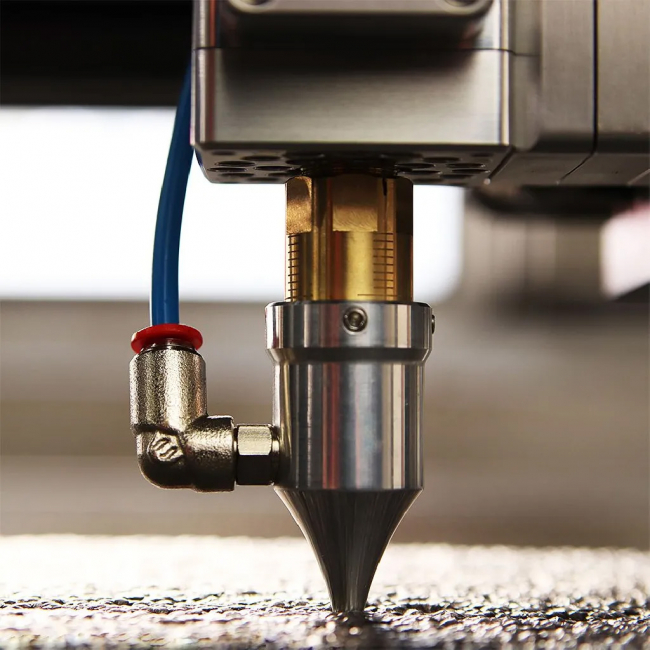
High-Pressure Air Assist Nozzle is an invaluable resource for cutting and engraving with a laser. Being able to increase the speed of laser cutting and engraving by up to 6.5 times compared to the base speed as well as substantially improve the quality of the processed objects makes it a perfect tool for anyone who wants to produce top-notch quality items with uniform and well-defined features.
High-Pressure Air Assist Nozzle is an invaluable resource for cutting and engraving with a laser. Being able to increase the speed of laser cutting and engraving by up to 6.5 times compared to the base speed as well as substantially improve the quality of the processed objects makes it a perfect tool for anyone who wants to produce top-notch quality items with uniform and well-defined features. Purchasing the nozzle is also a pragmatic choice as it extends time intervals between subsequent cleaning routines and improves the longevity of the front lens by safeguarding it from smoke and dust particles. The length of the High-Pressure Air Assist Nozzle can be adjusted for different material thicknesses by +8/-4 mm for the XF+ Laser Head or +5/-4 mm for the XF+ Laser Head with the µSpot Lens Upgrade. The High-Pressure Air-Assist Nozzle is compatible with the new generation of XF+ Laser Heads (with or without the µSpot Lens Upgrade). A special sleeve is shipped for the XF+ Laser Head without the µSpot Lens Upgrade variant to ensure compatibility.
High-Pressure Air-Assist Nozzle Kit contains:
- High-Pressure Air-Assist Nozzle
- XF+ Lens Adapter Sleeve
- Air Pipe Connector (M5 / 4 mm)
- O-Ring Seal (8x1 FPM)
- Air Pipe (Ø4mm; 7 m long)
- Lens Spanner Wrench
- Four M3x3 Screws
- Four M3x5 Screws
Any compressor will be suitable for supplying air to your High-Pressure Air Assist Nozzle unit. However, because the appropriate flow rate must be determined experimentally (for each different type of material to be processed), the desired results may not be achieved with small compressor units. The higher the tank capacity and the compressor performance, the higher the airflow that can pass through the air nozzle. The work is also more comfortable with better compressor units (so that the compressor will not turn on too often in order to refill the tank).We recommend a compressor with a real airflow of 10-12 l/min and a tank capacity of at least 50 liters. However, nothing prevents you from trying a smaller compressor.In fact, many of our customers use small 5 liter tank capacity compressors that are available on Amazon for approximately $50.
The tip of the High-Pressure Air Assist Nozzle should be at 2-4 mm from the material being processed. For XT-50 or XT-10 laser head, it should be at 2 mm from the surface of the material and the nozzle should not be above the longer line mark on the brass sleeve.
In our experience, the real airflow value of 10-15 l/min is the upper limit and completely sufficient for most materials. We don't recommend going above 15-20 l/min. Above 20 l/min, the laser cutting speed of all materials decreases. We recommend a real airflow value of 10 l/min as a starting point. Then you could experiment with using a slightly higher airflow rate as the optimum airflow value differs from material to material.
In general, for laser cutting, you will typically find the optimum real airflow value to be between 10-15 l/min.
For laser engraving, we recommend airflow values of 1-3 l/min.
Feel free to reach out in case you have any further questions.
| Manufacturer | Opt Lasers |
|---|